● 加工・測定治具、歯研工具は、自社設計、製作
● 自動化推進による省人化(治具、プログラミング等の一切の整備を自社対応)
● 歯車用工具の再生研磨、硬質被膜層加工事業による工具寿命の向上、又は輸入販売事業による安価な仕入れにより、工具費低減(キクタ技研(株))
● 切削液、研削液のスラッジレス化により、タンク清掃の大幅削減、クーラント液の延命化による経費削減(サイクロン濾過装置 キクタ技研(株))
TECHNOLOGICAL INNOVATION
GEAR PROCESSING 歯車加工の生産体制
GEAR GRINDING TECHNOLOGY
GEAR PROCESSING 歯車加工の生産形態
商品価値を創る!徹底した歯車の合理的生産戦略
受託生産フロー
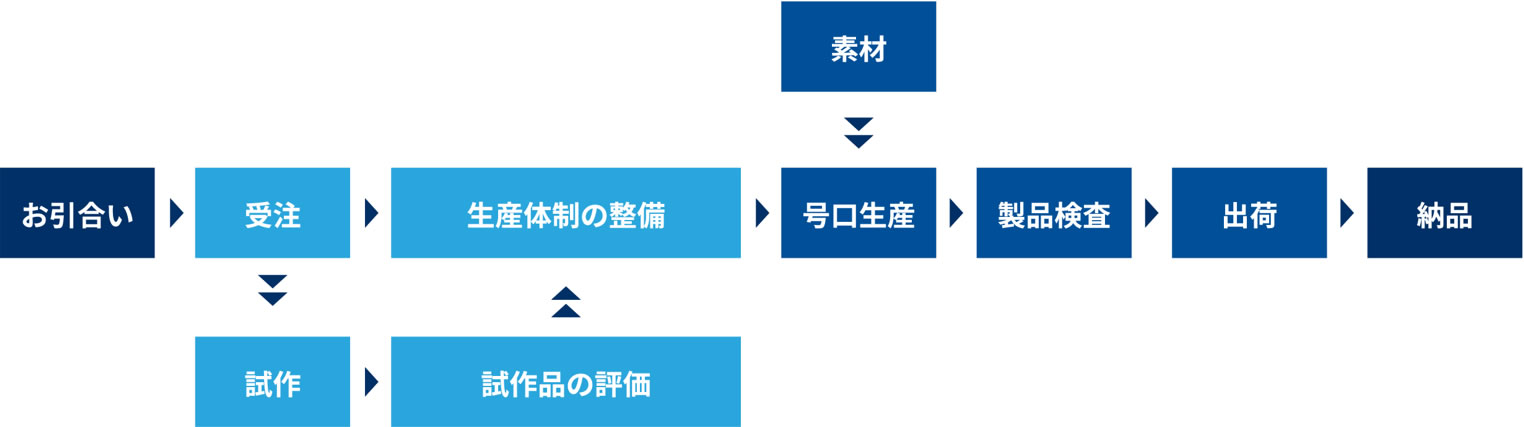
社内生産フロー

Rapid Reasonable Long Life 歯研技術
自社開発の2RL歯面研削技術
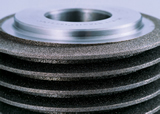
この技術の中核をなすのが、当社独自の「2RL歯面研削」です。2RLとは、Rapid(速く)、Reasonable(安く)、Long Life(長寿命)という3つの基本コンセプトを掲げたオリジナル工法です。CBN砥粒電着ウォーム状砥石を自社で設計・製作し、砥粒の電着状態を最適化することで高い品質を確保しています。
さらに、特殊なツルーイング装置を用いてCBN砥粒を適正に整形することで、長期間にわたり安定した精度で維持できる点も特長です。
当社は、この研削工程により、歯面の熱処理後に発生する歪みを除去すると同時に、歯車精度の大幅な向上を実現しています。
本加工技術は、安定した加工精度を維持できるため、大量生産及び多品種・少量生産にも柔軟に対応可能です。
また、工程の簡素化と加工効率の向上により、工具コストや加工コストを最大限に抑えることができ、高精度でありながら安価な歯車づくりを可能にします。
2025年度 ナブテスコ様より総合最優秀賞を受賞
RL歯面研削加工法の採用により、従来の歯研コストより格段に安く、これまでのシェービング加工による生産コスト並に、高品質の歯車をご提供します。
ナブテスコ様より高い品質と安定した供給の継続活動を評価され2025年度総合最優秀賞をいただきました。